




<吉林>建贸机械设备有限公司
钢筋笼滚焊机的使用代替了原有的传统手工,并且为我国桥梁和高铁的加工制作提供了极大的好处,为了让我们更加熟悉这种设备,下述就
让你们来看看有关于它的工作原理和亮点说明。
@根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行
固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠
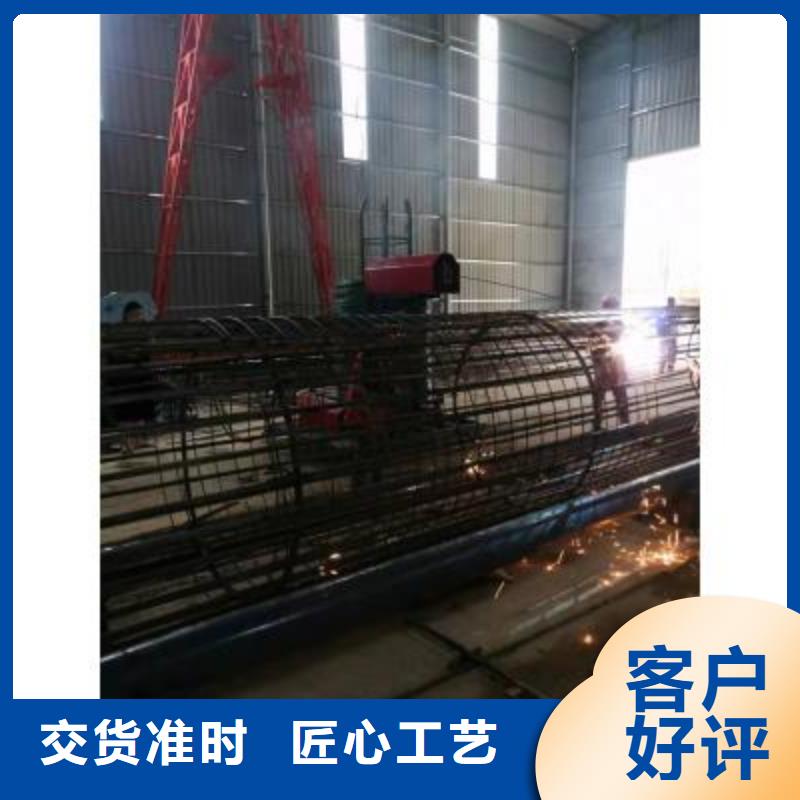
,绕在主筋上(移动盘是一边旋转一边后移) 同时进行焊接,从而形成产品钢筋笼--这就是钻孔灌
B注桩钢筋笼滚焊机即“钢筋笼绕筋机“的工作原理。5)设备到达现场后 接到买方通知3天内派人现场进行指导安装5日内调试完毕试生产买卖双方共同协商制定详细的试生产方案卖方跟踪调试至完全生产要求试生产7日内达到预期目标并签署验收报告;
 吉林钢筋笼滚笼机常用指南-建贸机械
吉林钢筋笼滚笼机常用指南-建贸机械
吉林钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、安装速度。

切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。

吉林钢筋笼绕筋机工艺流程1主筋上料→盘筋上料→主筋穿丝并加紧→盘筋穿丝并缠绕固定→焊接成型→钢筋笼与盘分离→卸笼,降下液压支撑→盘复位、下一个循环→加内箍筋建贸吉林钢筋笼绕筋机目前使用钢筋滚笼机的步骤及原理步:钢筋进场后,按照规划将原材料分类存放,并填写相应的材料标识牌,材料标识牌包含钢筋厂家信息、生产批次、进场日期、自检及报检情况等。第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。第六步:将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。